Inline X-ray Metrology of Battery Cells
The electrification of everything
Lithium-ion battery cells have come a long way since the first commercially available cell in 1991. Whilst the initial driving force in the first two decades was the consumer electronics industry, the market experiences now a major shift towards ESS and of course EV applications on a large scale. Although, this is not entirely true since the ever-increasing energy density of lithium-ion cells opens the door for many other applications and products that did not exist before. This means the consumer market grows in parallel. This vastly growing demand for battery storage creates some challenges, as new cells need to be developed, manufacturing plants have to be built, and efficient processes need to be established to save as much energy, materials, floor space and production equipment. All this needs to happen in a short amount of time and X-ray inspections play a vital role in this development.
The anode – cathode overhang
There are several types and sizes of cells, depending on their application, like coin, pouch, prismatic or cylindrical cells. However, the main distinction in terms of manufacturing is the process of how the electrodes – anodes and cathodes are assembled. There are two ways of doing it: winding or stacking.

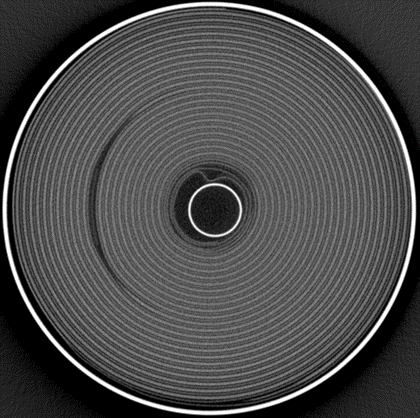
In the winding process, the electrodes are wound to a cylindrical shape, sometimes flattened to fit into prismatic housing, but predominantly used in cylindrical cells and coins. In the stacking process, the electrode sheets are alternately stacked on top of each other. This electrode assembly is also often referred to as jelly rolls or stacks. Either way, the anode sheets are larger than the cathode electrodes. The distance between the larger anodes to the smaller cathodes is also known as the anode overhang or anode – cathode overhang (ACO). The anode overhang can vary between one tenth of a millimeter up to a couple of millimeters, depending on the cell size. An ideal battery cell has a perfectly aligned cathode and anode level, resulting in a uniform AC overhang.
To get the alignment of the anodes and cathodes right, is actually not as easy as it sounds. The substrate material is either copper for the anodes or aluminum for the cathodes. They are double sided coated with either carbon black (anodes) or a composition of lithium, nickel or cobalt, depending on the cell chemistry. These coated electrodes are then compressed in the calandering process. This process leads to a tension of the foils, which are often sensitive to process parameters or material variations.
But why is the ACO such a crucial parameter in a battery cell?
The carefully balanced tolerance zones are designed to prevent the development of dendrites, which are small crystals that can grow out of the coating material after charging cycles. They can potentially become a safety hazard, as they can damage the thin separator foil, which shields the electrode, resulting in a short circuit in the cell. Since the electrolyte in the cell is a flammable substance, this immediate discharge can lead to a thermal runaway of the entire cell. This is bad enough in devices where only a single cell is used, but in applications where more cells are packed tightly together, like in a battery module, the consequences can be even more severe, since one thermal runaway can trigger a chain reaction of other cells to fail. Another reason with similar consequences is to prevent the accumulation of highly reactive lithium around the tips of the cathodes, known as lithium plating. The long-term performance, i.e… the remaining capacity of cells over charging cycles, is also dependent on uniform ACO’s and therefore important for long lasting cells.
The difference between 2D and 3D X-ray
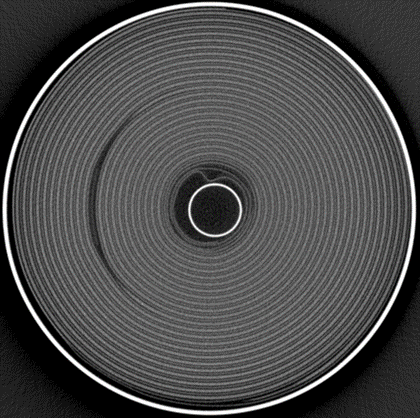
When it comes to nondestructive testing of battery cells, X-ray is the weapon of choice to make hidden features visible. There are two main distinctions in terms of image acquisition and evaluation: 2D images and the 3D representation with computed tomography. The 2D image acquisition is extremely fast, since only one image is taken per region of interest, which makes the process inline capable. Of course, multiple regions of interest are possible. However, a 2D image contains the integrated information of the region of interest of the cell. So, this method allows only inspections that are not hidden by other dense mechanical elements and thus cast a contrast shadow. Typical inspection features are therefore ACO, telescoping of jelly rolls, crimping of can lids, anode bending or possible contaminations. Computed tomography on the other hand allows the creation of a full 3D representation of the cell region or the entire cell. This results in image slices that can be taken in all spatial directions. Taking multiple images during the acquisition and the following reconstruction takes a longer period of time and is because it is usually not inline capable. Although, it offers the possibility to analyze additional cell geometries, like the ends of the electrodes on the inner and out jelly roll, trajectories of tab bands or welding connections. Since there are many variables to consider, the most effective method to work out the details is a FMEA discussion.
Where to X-ray in production?
There are two main quality gates in production which are standard in their use. The first can be deployed directly after the winding or stacking process, following the logic that if the jelly roll or stack is out of tolerance at this stage, it will also be in the final assembled cell. The jelly roll can be rejected at this stage and more easily recycled and no further energy, equipment and materials are wasted. The second X-ray gate can be on the fully assembled cell, which means the cell is mechanically finished. Usually the inspection is performed before filling and formation or after. In terms of X-ray it does not make a difference, but one could save resources for filling and especially for the formation, which is one of the main cost drivers in production.
From lab to line
Cell manufacturing begins with the product development, progresses through prototyping and evolves via pilot phases towards mass production. It is in the interest of cell manufacturers to keep each step short and efficient, to be as competitive and as cost effective as possible. To accompany each step with X-ray inspections is therefore crucial to achieve these goals, starting with the R&D phase which not only helps to eliminate early problems, but also enables to recognize and fix potential design flaws. In addition, X-ray can also be used to qualify other equipment, such as winders or stacking machines. The gathered information and image material are then used to transition fast and swiftly into the pilot phase that is usually running on inline X-ray equipment. The inspection systems are optimized in terms of inspection stability, speed and line chaining with prior processes in the pilot phase, before eventually the scale up to full mass production takes place.
The importance of metrology and integration
Today’s cell production lines run on extremely high speeds, manufacturing increasingly complex products. This requires high resolution image material at high cycle times and therefore extremely low acquisition times, pushing the boundaries of what is technically possible. Due to the tightly defined tolerance zones, the inspection results need to have the highest metrology grade in terms of precision and bias. Therefore GRR and bias tests are mandatory to ensure the high measurement capabilities to pursue a zero-escape policy (no defective cells in the field) and high production yields at the same time.
Another important aspect is the transportation concept of the cells in production. Typically carrier systems, for stacks, pouches or coins are used, whilst track systems are common for cylindrical cells, due to the high production velocity. In any case communication on a horizontal line level is important for serial numbers, inspection positions as well as G/NG signals for the good and bad cell sorting, after the inspection. Furthermore, a vertical data stream is necessary to connect to MES systems and also to store the inspection data in databases or object storages for the image material to enable a full traceability of each individual cell.
Markus Möller Battery Cell Inspection Team Viscom AG Germany





