
materials and stacking technologies – Cost optimized Cobalt-Iron solutions for high performance electric motors
High performance combined with small size and low weight are key requirements for electric drives. In applications with particularly high-performance demands such as aviation or motorsports, laminations made of cobalt-iron alloys are commonly used. Compared to classic electrical steel, this typically allows 20-30% higher power densities to be achieved. However, a technology transfer to roadgoing vehicles or high-performance industrial applications has rarely been practical as the costs for this racing technology and the high-performance material it contains are often preclusive. After years of development, VAC has now closed the gap between high performance and affordability. The new VACOFLUX X1 material is clearly positioned in the ‘Goldilocks zone’ between inexpensive but low-performance electrical steel and the ultra-high performance solutions made from increased cobalt content materials. In addition to the new X1 alloy, optimum material utilization by means of segmentation and VAC’s innovative interlocking technology opens up further potential for significant cost reductions.
Choice of material
Many designers ask themselves this question when it comes to designing electric motors with maximum power densities. The starting point is often permanent magnet synchronous machines (PMSM) with higher speeds and thus increased operating frequency of the soft magnetic components. In order to keep the resulting iron losses within an acceptable range, electrical steel sheets with low strip thicknesses are used. In the commercially acceptable range, quality NO20 (0.2mm sheet thickness) in accordance with EN 10303 can be regarded as a reference material.
Apart from different iron losses, all electrical steel qualities share a common limit: the usable induction level is restricted to a value of approx. 1.5 T at 2,500 A/m, which ultimately limits the achievable power density of the motor.
In order to shift this limit significantly, it is necessary to switch to cobalt containing iron alloys (CoFe). For motor applications, the alloy group with a cobalt content of 49 % and 2 % vanadium (e.g. VACODUR® 49) is by far the best technical solution. At 2,500 A/m, the induction here is 2.25 T and is therefore 50 % higher than that of electrical steel. Using these alloys and depending on the motor design, the power density or torque can typically be increased by 20 to 30 %.
In addition to applications in the classic aviation sector (e.g. generators), which have been known for decades, the range of possible applications has recently expanded significantly: all-electric or hybrid aircraft are increasingly being developed and will fundamentally change this industry in the coming decades.
But high-performance electric motors are also used on the ground, especially in racing. The VACSTACK® technology developed by VAC has gained widespread acceptance in both Formula 1 (ERS) and Formula E (main drive).
The comparatively high price of 49% CoFe materials has so far hampered the usual transfer of racing applications to premium-class production vehicles, which in turn serve as technology carriers for large-scale production.
The desire of many motor developers for a material with a significantly higher induction level than electrical steel and at the same time reasonable costs for a wider range of applications has hitherto been imossible.
Although there are materials with a lower cobalt content, these are either very close to classic electrical steel (approx. 5 % Co content) or are not technically suitable for motor applications (10-30 % Co content).
VAC has finally succeeded in closing the existing gap at with the market launch of the new CoFe alloy VACOFLUX® X1. Figure 1 shows the new curve of VACOFLUX X1, which offers the best values for CoFe materials at low field strengths and is centered between NO20 and VACODUR 49 at high moduli.
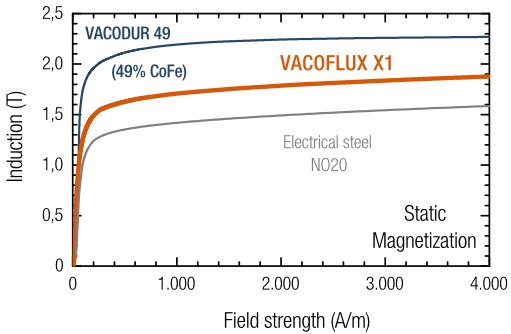
Fig. 1: Static magnetization of VACOFLUX X1 compared to electrical steel NO20 and VACODUR 49
Material utilization
Although VACOFLUX X1 can be produced much more cost-effectively than 49% CoFe materials, the price level remains significantly higher than that of electrical steel. The best possible material utilization is therefore still of the utmost importance in order to reduce scrap and therefore minimize the overall costs of the lamination stack. CoFe materials are often only used for stators in permanent magnet excited synchronous motors. In this case, if the complete contour is laser-cut or punched out of the strip, the material utilization is typically only 20% or even less. A significant improvement can be achieved by segmentation into at least three 120° parts. By increasing segmentation into 60° sections or the production of individual teeth improves material utilization still further. Figure 2 shows an example of a stator with 18 teeth and an outer diameter of 200 mm. When punching a complete contour, only 22% of the strip material is used. If a single tooth geometry is used instead, the material utilization can be doubled to 44%.
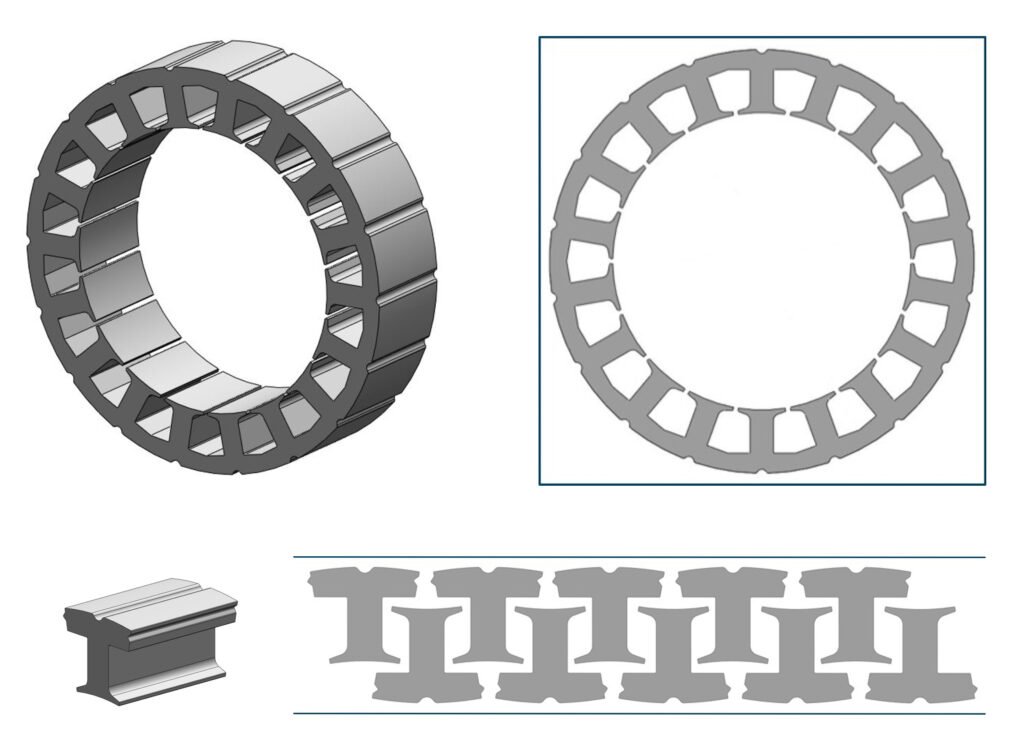
Fig. 2: Material utilization when punching a complete contour (22%) compared to individual teeth (44%).
Packaging technology
In addition to material selection and strip utilization, the choice of packaging technology is the third decisive parameter for the total cost of a lamination stack.
The packaging costs for electrical steel are at a similarly low level as the material itself. This is due to the fact that electrical steel is processed almost exclusively in the final annealed condition. Although this results in some damage to the magnetic properties of the strip material, this is comparatively minor. After the stamping process, the laminations can be glued, welded or stamped and used without further post-processing. In contrast, finally annealed cobalt-iron alloys with optimum magnetic properties cannot be punched. In addition to the very poor punching properties, the material is severely damaged by the punching process.
Cobalt-iron materials are therefore traditionally stamped for series applications with a strip thickness of 0.35 mm and in a cold-rolled state. The individual laminations are then annealed and only then packaged. This process is quite complex and correspondingly costly.
Following the need for smaller strip thicknesses, Vacuumschmelze has developed a stamping and packaging process for thicknesses down to 0.2 mm. This produces adhesive free, interlocked packages directly from the tool, which are then annealed as complete stators. The decisive factor here is the retention of electrical insulation and mechanical stability despite annealing temperatures well above 800 °C.

Fig. 3: Interlocked single tooth made of VACOFLUX X1 with a strip thickness of 0.2 mm. The insulation layer remains intact.
In summary, all three of the cost-reduction techniques described can also be used independently of each other. In all cases, there are new potential uses for high-performance motors in a wide variety of applications. Advanced magnetic solutions – the key to progress!
Dr. Robert Brand, Product Managements Parts at VACUUMSCHMELZE.





