
How latest developments in laser welding improve weld quality while still maximizing throughput speed and yield
As the global push for sustainable transportation gains momentum, the spotlight increasingly falls on battery technology – both its potential and its challenges. The transition to electric vehicles hinges on the ability to produce batteries that are not only powerful and long-lasting, but also environmentally sustainable and economically viable.
These goals often create conflicting sets of demands that manifest themselves in every phase of battery production – from sourcing of raw materials, through fabricating battery components, to assembling them into finished cells. Precision joining, which is required at several points in battery manufacturing, is no exception.
Specifically, manufacturers are tasked with developing joining methods that ensure robust, reliable connections while mitigating the risk of damage to sensitive components. These challenges are compounded by the need for scalability as the demand for electric vehicles continues to surge.
Thus, developing innovative solutions for precision joining can both streamline manufacturing processes and contribute significantly to the overall sustainability of the e‑mobility ecosystem. This makes improving this technology a critical step in advancing the global transition to greener transportation options.
This article explores the latest developments in laser welding as they apply to battery production. The specific focus is on cell manufacturing because this presents some of the greatest challenges in terms of balancing weld quality (often on thin and delicate materials) while still maximizing throughput speed and yields.
The Joining Challenge
In battery cell production –- whether cylindrical, pouch, or prismatic – welding tasks are central to assembling and sealing components and ensuring electrical connectivity and package integrity. These tasks encompass joining dissimilar materials, creating hermetic seals, and establishing connections with minimal heat impact to preserve sensitive internals.
Non-laser technologies for battery cell joining include ultrasonic welding, resistance welding, and mechanical fastening. Ultrasonic welding uses high-frequency vibrations to join materials without melting. While it is well-suited to thin foils, it is ultimately limited by bond strength and scalability.
Resistance welding, effective for spot joins, struggles with consistency and heat control, potentially damaging sensitive components. Mechanical fastening offers simplicity but lacks the electrical continuity and hermetic seals crucial for battery cells, posing challenges in achieving compact and reliable assemblies.
Even laser-based welding methods have presented limitations. For example, traditional lasers often produce a beam that can’t readily adapt to the variable absorption characteristics of different materials or master the nuances of thin foil welding. This lack of control can result in inconsistent welds, thermal damage to the battery cells, and compromised structural integrity. These highlight the need for advanced laser technology that offers greater precision and adaptability in energy distribution.
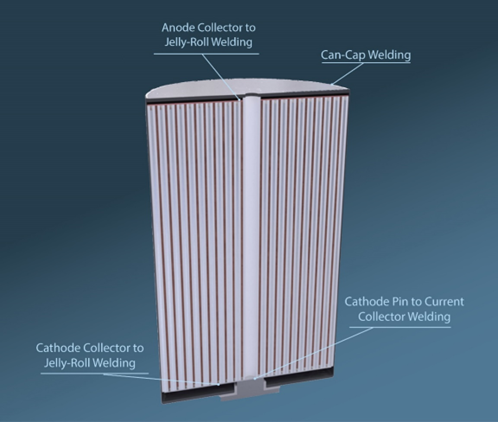
Fiber laser welding is frequently employed at several steps in battery cell production, including jelly roll fabrication, joining current collector to jelly roll, tab welding, and can/cap welding. These usually involve copper, aluminum, and steel.
Enter Ring Mode Lasers
Laser manufacturers have developed a variety of new technologies to address the deficiencies of prior laser and non-laser joining methods. They have targeted creating methods that yield minimal heat affected zone, accurate penetration depth control, low or zero spatter, and high process speed (typically welding somewhere in the 200 – 500 m/sec range).
In some cases, one particular approach has been used to address the requirements of an individual process – such as the use of green wavelength lasers for welding copper (to overcome the low absorption of this material with infrared sources). But there really hasn’t been a single joining technology that could perform well on every single process.
However, over the past few years, near infrared fiber laser technology has been developed that can accomplish virtually all these tasks. This requires specialized fiber laser systems in which the spatial and temporal distribution of laser energy at the work surface can be precisely controlled.
One example of this is the use of “beam wobble.” This involves moving the laser spot, typically perpendicular to the weld seam, at a speed that is fast compared to movement along the seam. This has the effect of making the focused spot seam larger than it actually is. Depending on how carefully the speed, pattern shape, and power modulation are controlled, it can enable good control over the spatial distribution of heat to the part, thus avoiding excess heat damage.
But a more significant recent innovation is the development of fiber lasers equipped with beam shapes that depart from the traditional TEM₀₀ Gaussian distribution. Typically, these involve a laser that produces a ring and center beam profile.
For example, Coherent has pioneered a technology known as adjustable ring mode (ARM) fiber laser technology. Here, the focused beam consists of a central spot surrounded by another concentric ring of laser light. This is achieved by combining the outputs from two separate fiber lasers into a specialized delivery fiber consisting of two concentric fibers.
This particular implementation delivers some key benefits. First, it allows the power in the center and ring spots to be independently controlled, including modulation. Furthermore, power in either center or ring can be continuously varied from 1% up to 100%. For the highest weld stability and repeatability, the power in both is monitored and stabilized closed loop. This combination, in a ring-mode fiber laser is a totally unique set of capabilities.

Simplified ARM fiber schematic and the five basic power patterns possible in the focused laser spot.
The benefit of ring-mode laser technology, and the ARM configuration in particular, is that it enables very precise control over exactly how the workpiece is heated. This allows exact control over weld penetration depth, as well as the ability to manage and stabilize melt pool dynamics. This result is more consistent and deterministic processing, and the virtual elimination of spatter.
Ultimately, this tight, closed-loop power control, together with the ability to vary power in each beam from 1-100%, enables superior process stability and repeatability. This is key to delivering the required productivity gain as the process is scaled up.
A Material Difference
The characteristics of the ARM laser also offer specific advantages for the various materials that are most important to battery fabrication. For example, a common problem in aluminum welding is ‘hot cracking.’ The use of filler wire has been a common solution to this in the past, but this approach isn’t applicable for most battery cell production tasks.
This problem can be addressed by the ARM laser by varying the center-to-ring power ratio at the end of the weld in order to regulate the rate at which the material cools. Not only does this prevent cracking, but it can also be used to optimize grain size. Similar benefits apply to welding of steel, as well.
This capability is also useful for welding copper, which has traditionally challenged near infrared lasers. This has motivated many manufacturers to explore the use of green solid-state lasers, instead. But the crystals used to achieve green output are sensitive to the environment and high-power levels experienced for industrial lasers, rendering these sources less rugged and reliable than infrared fiber lasers.
With a fiber laser like the ARM, the ring beam can be used to pre-heat the copper, which substantially increases its absorption of infrared light. Also, a high-power density center beam facilitates reliable coupling of the infrared light into the copper. Along with the practical and cost advantages of fiber lasers, this makes the ARM fiber laser an attractive alternative to green solid-state lasers for copper welding.
Getting the most from ring-mode Lasers
The laser itself is just one component of the welding system. It must be paired with a beam delivery system, in particular a processing head and this often includes a variety of other elements, such as vision and process monitoring, to optimize outcomes in a specific application.
Matching the laser with the processing head optics – in particular, the f-theta scan lens for scanner heads – can substantially improve performance, although this can prove more challenging when each piece of hardware is sourced from a different supplier. Coherent manufactures both lasers and processing heads including their optics and has designed them specifically to work in unison.

Designed to work in unison: Coherent ARM laser and Coherent 2D scanner head – a superior combination of small spot size with a large process field tuned to produce a highly consistent spot size over the entire working field, as well as excellent thermal stability.
For example, pairing a Coherent ARM laser together with the Coherent HIGHmotion 2D scanner head yields a superior combination of small spot size with a large process field that is difficult to obtain otherwise. Additionally, this combination is tuned to produce a highly consistent spot size over the entire working field, as well as excellent thermal stability.
These last two features are the result of several material innovations by Coherent in both the scan lens and its optomechanical mounting. In addition, by designing the lens system for a specific laser. it’s possible for Coherent designers to place focused back reflections in locations where they will have the least thermal impact.
In some cases, a ring-mode laser is used together with beam wobble to deliver an extra layer of precision and control. One example of this is the Coherent PH20 SmartWeld+, which mates fixed beam delivery optics with a highly dynamic galvanometer scanning module. This combination can produce all manner of complex beam oscillation patterns. Plus, it can synchronize with high speed, independent modulation of the power in the ARM laser center and ring beams. The provides an unprecedented level of spatial and temporal control of how laser power is applied.

Sophisticated remote laser welding heads, like the Coherent SmartWeld+, can execute numerous pre-programmed beam oscillation patterns, and even dynamically adjust them to maintain a constant orientation angle relative to feed direction, as well as synchronize with laser pulsing.
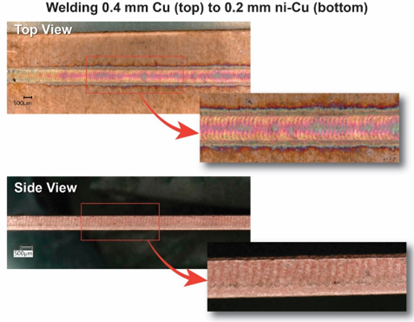
Tab-to-tab seam weld performed with the single mode Coherent HighLight FL4000CSM-ARM laser and SmartWeld+ remote welding head. The top part is 0.4 mm copper, and the bottom part is 0.2 mm nickel-plated copper. The weld is free of spatter. Even though the thinner part is on the bottom, the cross-sectional views show sufficient and consistent penetration, together with uniform overlap of the oscillation pattern, over the entire length of the weld seam.
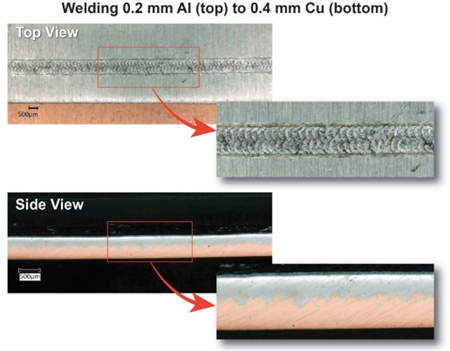
Tab-to-tab seam weld performed with the single mode Coherent HighLight FL4000CSM-ARM laser and SmartWeld+ remote welding head. The top part is 0.2 mm aluminum, and the bottom part is 0.4 mm copper. The beam oscillation pattern is a ‘figure 8.’ The cross-sectional views show highly consistent and controlled penetration depth along the entire seam length resulting in a minimized intermetallic layer.
Over the past two decades, fiber lasers have become the dominant high-power industrial laser source because they offer an unbeatable combination of performance, reliability, and economy. But the delicacy of many of the joining tasks involved in battery cell manufacturing require finesse as much as raw power.
Ring-Mode fiber lasers have stepped in to offer this combination of both power and control. Whilst there is a price premium compared to standard fiber lasers, this is easily offset by the additional performance delivered, improving both part quality and offering increased yields. Advances continue to be made in the brightness, output power and beam profiles of ring-mode fiber lasers – for example, the latest Coherent ARM laser which delivers 5 kW in the 50 μm center as well as 5 kW in the 200 μm ring. This supports the ever-increasing demands of battery manufacturers for high process throughput with exceptional yields, enabling the continued global expansion of gigafactories required to supply the world’s future EV needs.
Jeff Franks, Director of Marketing – Precision Manufacturing, Coherent Corp.





