

Most road accidents happen because of human faults. That is why ADAS has been developed: for road and car safety and better driving. When a child runs out onto the road, the average human driver takes 1.6 seconds to hit the brake pedal. The reaction time is cut to 0.5 seconds for automated vehicles fitted with radar/lidar sensors and a camera system. Future units will even have a reaction time of less than 10 milliseconds potentially eliminating many inner-city road accidents.
Here we take a closer look at the hybrid assembly and joining methods for radar sensors using dispensing and heat staking technology as well as plasma pre-treatment before adhesive bonding. Focusing on the technologies of bdtronic, a globally active mechanical engineering company and process specialist based in Weikersheim, Germany, that has developed innovative production technologies used in mass production of radar and LiDAR systems.
HYBRID ASSEMBLY AND JOINING METHOD FOR RADAR SENSOR
A radar sensor must comply with defined installation dimensions, i.e. it must be compact and robust, since it is mounted on the outside of the vehicle. A minor error in the measurements of these sensors can lead to major injuries or death. Hence, the reliability and accuracy of these sensor systems is mandatory. The performance of surround sensors depends on their local environment, the sensor and electronics need to be well protected against external influences such as rain, fog, extreme weather conditions or road dirt.
The radar sensor unit is a hybrid assembly package. It consist of an aluminum carrier in which the electronic control board is mounted. A plastic cover is glued on the base carrier. The function of the glue is obviously to mate the cover with the carrier, but at the same time it also seals the radar sensor hermetically.
Radar sensors are mass produced with typical cycle times of less than 20 seconds. Therefore, a fast and efficient assembly process is mandatory.
PROCESS TIME REDUCTION IN ADHESIVE BONDING PROCESS
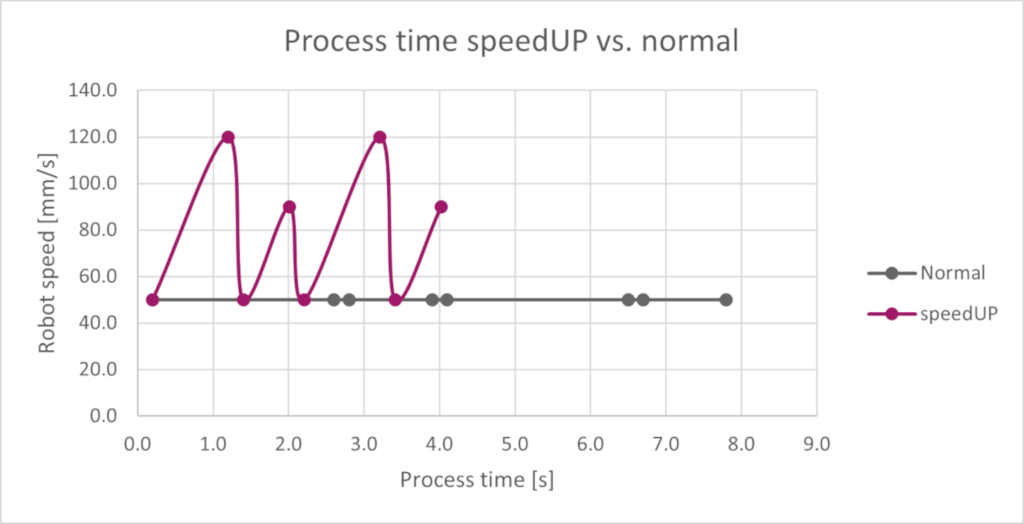
The glue or Formed-in-Place Gasket (FIPG) needs to be dispensed very precisely on the perimeter of the carrier, which is rectangular with rounded corners. Inconsistent dispensing may lead to leaks and failures of the sensor unit. With traditional dispensing technology, the speed of dispensing is determined by the speed with which the rounded corners, the bottlenecks in this application, can be dispensed. The glue bead will therefore be applied at constant dispensing speed and constant axis speed. With bdtronic’s recently launched speedUP system however, the speed of the axis movements and the dispensing rate are intelligently linked and controlled to achieve the shortest possible cycle time and an optimum dispensing result. Long straight sections will be dispensed at high speed and critical curves at low speed. The result is a significant reduction in total cycle time.
GRAPH: normal dispensing speed vs speedUP
| Section | A | B | C | D | E | F | G | H | Process time (s) | |
| Distance (mm) | 10.0 | 120.0 | 10.0 | 55.0 | 10.0 | 120.0 | 10.0 | 55.0 | ||
| Normal | Speed (mm/s) | 50.0 | 50.0 | 50.0 | 50.0 | 50.0 | 50.0 | 50.0 | 50.0 | |
| with speedUP | 50.0 | 120.0 | 50.0 | 90.0 | 50.0 | 120.0 | 50.0 | 90.0 | ||
| Normal | Time (s) | 0.2 | 2.4 | 0.2 | 1.1 | 0.2 | 2.4 | 0.2 | 1.1 | 7.8 |
| with speedUP | 0.2 | 1.0 | 0.2 | 0.6 | 0.2 | 1.0 | 0.2 | 0.6 | 4.0 |
SURFACE TREATMENT BEFORE ADHESIVE BONDING
The preconditions for successful adhesive bonding are a clean surface with good wetting and bonding properties. A typical automotive plastic used for electronics casing is glass fibre reinforced PBT, which is an engineering thermoplastic with an excellent firmness and stiffness. Unfortunately, PBT has a relatively low surface energy (~32 mN/m), meaning poor wetting properties and hence not the ideal conditions for adhesive bonding. The other mating partner, the carrier base, is made of aluminum. The surface of aluminum alloys can show traces of corrosive attacks or residual organic contamination such as oil, grease, rolling oils and cleaning fluid. Using bdtronic’s VP4 atmospheric plasma, the surface of both the PBT plastic cover and the aluminum base carrier can be treated (ultrafine cleaning) and activated (increase of surface energy).
Plasma is a mixture of free electrons, ions, radicals, and molecular fragments created when energy is applied to a gas. Treating plastic and metal surfaces with plasma improves their bondability in several ways. It removes organic contaminants that may inhibit adhesion and etches the surface of the plastic at a microscopic level. This significantly improves the adhesive bond’s mechanical strength. Last but not least plasma activates the surface of the plastic, making it more wettable and more likely to react with an adhesive. It secures a long-lasting adhesion with clean and polar surfaces and no residue.
Unique about VP4 plasma technology is that it is a dynamic system with continuous and variable power adjustment. Metal surfaces require a very high plasma power in order to clean the surface from rolling oil deposits and break down the oxide layer. Plastic surfaces however risk getting burned when exposed to high plasma power. The VP4 plasma system allows to adjust the power in real time during the application. Therefore, the plastic and metal surfaces can be treated with the same head simply by adjusting the power settings in the drive program. The air intake of the process gas, the current setting and process limits are automatically adopted to the power setting.

A plasma surface treatment before adhesive bonding.
HYBRID JOINING SAVES FLOOR SPACE AND MANUFACTURING PROCESS LEAD TIME
Typical glues/sealants for this kind of application are single-part silicones that are designed for applications which demand a strong but flexible bond, such as when bonding materials with differing thermal expansion rates. The silicone sealants cure at room temperature when exposed to moisture in the air (RTV). At room temperature and with 50% relative humidity, it takes roughly 24 hours to cure the adhesive. This is not ideal for mass production as a large buffer storage is required before the assembled parts can be packed and shipped to the customer.
This can be solved by using a fast-curing 2-part adhesive or a hybrid joining method, or a combination of the two. The cover can be kept in place with additional screws until the glue is completely cured. From the assembly process point of view this is not the most cost-effective – consumables like screws are needed – or safest solution, as the dust and chip accumulation has no place in an electronics environment, especially not with highly sensitive antennas. Heat staking is an interesting alternative. Fixation pins can be injection moulded in the plastic cover. Since PBT is a thermoplastic material, these pins or so-called bosses can be reformed under heat. This results in a dome-shaped rivet. bdtronic has developed thermal riveting technologies that heat up and form rivets in a controlled manner, while monitoring all process steps. The results are clean and reproducible with maximum rivet strength. Thermal riveting technologies are suitable for processing all thermoplastic materials, especially for joining electronic products, because the products are subjected to low mechanical and thermal impact and no burns or dust is generated during the process. Heat staking the cover to the aluminum carrier after adhesive bonding ensures that the assembled unit is kept perfectly in place until the glue has cured completely. The parts can be immediately packed and shipped, hence no need for buffer storage.
Joining a radome to the radar housing using a heat staking process
For joining a radome to the radar housing, recently a customer opted for a heat staking process instead of the originally envisaged bolting process in order to meet today’s requirements for technical cleanliness and to save running costs. Heat staking as the final production step is carried out via four riveting points in the product corners, whereby the free area around the riveting points for forming the rivet heads and supporting the tools is very tight. Joining of the radome to the housing as a “sandwich” structure takes place after dispensing of the liquid seal, which may be exposed to a maximum temperature of 80°C during the curing time of approx. 24 hours.
In the production flow, the assembly was transported into the heat staking machine with the rivet pins on the underside of the assembly, so riveting against the direction of gravity was desired to eliminate the need to turn the assembly before riveting. Turning the assembly after dispensing the sealant and bringing the entire assembly together is risky, as doing so could possibly negatively affect the cross-linking and bonding of the sealant.
In another radar model, a carrier part is positioned precisely in the housing using the riveting process, while the joining partners are pressed together under defined pressure. The riveting process will ensure that the joining partners do not move in their position relative to each other over their service life. For other radar systems, riveting is used to join and securely position antennas to radomes, printed circuit boards to housings, plastic-plastic pairings, or cooling plates in housings.

A fully automated heat staking machine using BHS HOT AIR® technology.
“bdtronic provides different production technologies which are used for mass production of ADAS systems for next generation e-mobility. Linking the process steps offers economic advantages, but also brings additional process stability for series production.”, Andy Jorissen, Chief Commercial Officer at bdtronic.





