
A Few Micrometers Makes a Difference
Advanced Electrical Steel Coatings Increase Energy Efficiency of Electric Vehicles
Dr. Christoph Lomoschitz
E-mobility has brought new momentum to the development and design of electric machines in recent years. Increasing power by keeping the motor size more or less constant led to a variety of changes in e-motors compared to electric industry standard designs.
The permanent magnet synchronous motor is currently the most significant design, but remarkable developments are taking place in the field of induction machines. The conductors in stators have changed shape, which has improved copper fill factors significantly. In addition, electric steel sheets, which constitute the metal core, have become much thinner in recent years to reduce eddy current losses. These developments have increased the motors’ power density and operating voltage, bringing extended driving comfort, range and shorter charging times to customers.
Electrical steel specifically plays an important role in motor efficiency. The low carbon alloy, consisting mostly of iron and silicon, offers a high magnetic susceptibility. This is utilized to amplify the magnetic field, caused by electric flux through the copper conductors in the windings. Since the magnetic field in an electric motor moves constantly during operation, the direction of magnetization within the steel changes consistently over time. This constant reorientation of the magnetic field is associated with so-called iron or core losses, which are mainly – but not exclusively – governed by the steel thickness and the crystal structure of the alloy.
The electrical steel coating is another important factor in securing electrical insulation of each single steel sheet in an electric motor. Electrical steel coatings are usually applied in steel mills as the last step in the production of fully finished electrical steel, which is the most commonly used grade in e-mobility. These coatings offer protection against corrosion, enhance the processing properties of electrical steel coils during the slitting and punching process, and present an electrically insulating layer when steel laminations are stacked up and fixed to yield a stator or rotor core.
The performance of different C5 coatings
The class of electrical steel coating used depends on the final use and stresses of the electric machine. The so-called C5 coatings make up the majority of the market share – they offer high temperature stability, improved corrosion protection and good chemical stability.
However, there are significant differences in actual performance within the C5 coating sector. Processing characteristics during the stamping and slitting process and the ability to give clean welding ropes during stator manufacturing, are key selection criteria for choosing the most suitable coating. In recent years, Voltatex® 1250V has become an industry reference for fast, clean processing of electrical steel and steel laminations. Downtime for cleaning and maintenance of punching dies, as well as slitting, can be significantly reduced by using this coating.
From a motor designer perspective, non-steel volume in a metal core does not create any torque – this has created a trend toward thinner coating weights. By eliminating “unused space”, the iron filling factor can be improved by about 1% just by reducing the coating thickness. Industry requirements have moved to layer thicknesses as low as 0.5 µm (0.02 millimeters) to meet e-mobility demands. But sufficient electrical insulation has to be provided to prevent the sheets from forming short circuits.
Figure 1 shows a graph comparing the insulating properties of a standard C5 coating with Voltatex® 1254, which was specifically designed for thin layer coating, emphasizing superior electrical insulation over standard C5 coatings. As a result, less dry coating on the steel sheet is needed to yield same insulation properties compared to standard coatings. This characteristic is especially pronounced for substrates with low surface roughness.

Figure 1: Surface insulation resistance of C5 electrical steel coatings
Motor design requires an additional annealing step to remove stresses in the microcrystalline structure that are induced during the punching process along the edges of the punched-out laminations. During annealing, the coating must withstand a thermal treatment at about 850°C/1,560°F under a slightly reducing atmosphere while maintaining its insulating properties. Even if this is an additional process step, it may give an advantage in motor geometries with thin teeth or bridges in the lamination core. Voltatex®1254 was specifically designed for this annealing treatment and shows excellent post-anneal adhesion and good electrical insulation.
The advantages of bondable coatings
Lamination stacks are usually fixed by mechanical methods such as clamps, screws, rivets or interlockings. Alternatively, different welding techniques may be used such as TIG, laser or plasma welding. More recently, gluing technology has become more significant. In addition, different technologies are used, such as spot gluing or bondable coatings. Gluing technologies are superior to mechanical or welding techniques when it comes to interlaminar distance of the sheets, which may be lowered by a factor of 2-4 compared to conventional fixing methods.
Bondable coatings are particularly advantageous because they are the only connection method that allows for a full bond across the entire cross-section of a lamination stack. This full-faced connection yields a variety of advantages, such as a defined mechanical strength of the steel core in any spot and reduced humming noise during operation. These properties are specifically important for permanent magnet bearing rotors and reluctance motors, where filigree geometries play a significant role in motor design.
Further, bondable coatings allow for the stack to be sealed tightly so unwanted penetration of liquids (oil or cooling liquid) can be avoided. Most importantly, the crystal structure of the single laminations is not altered during the fixing process through mechanical (interlockings) or thermal stresses (welding). This is so the magnetic flux is kept on the highest level possible and unnecessary iron losses can be avoided.
The interlaminar space in bondable coatings is filled with coating instead of air. This leads to improved thermal behavior when it comes to heat dissipation. The heat is generated through the intrinsic resistivity of copper that arises when the current passes through. Put simply, more current in the motor causes more heat. This means the stator core plays a crucial role in transporting the heat from the hot windings to the cooling circuit. Air has a thermal conductivity of 0.026 W/mK, polymer materials, such as coatings, exhibit a thermal conductivity that is a factor of 10 higher than air; electrical steel is in the range of 20 to 70 W/mK.
Certainly, heat will be transported mainly through the steel itself, owing to its high thermal conductivity, but eliminating the air gap between the single laminations helps distribute the heat more homogenously across the entire length of a stator, allowing for more efficient use of the cooling circuit as the hot surface area increases.
Figure 2 illustrates a simple experiment to demonstrate the difference of heat flow through a lamination stack that has been placed on a heating plate, comparing standard C5 coating against bondable coating.
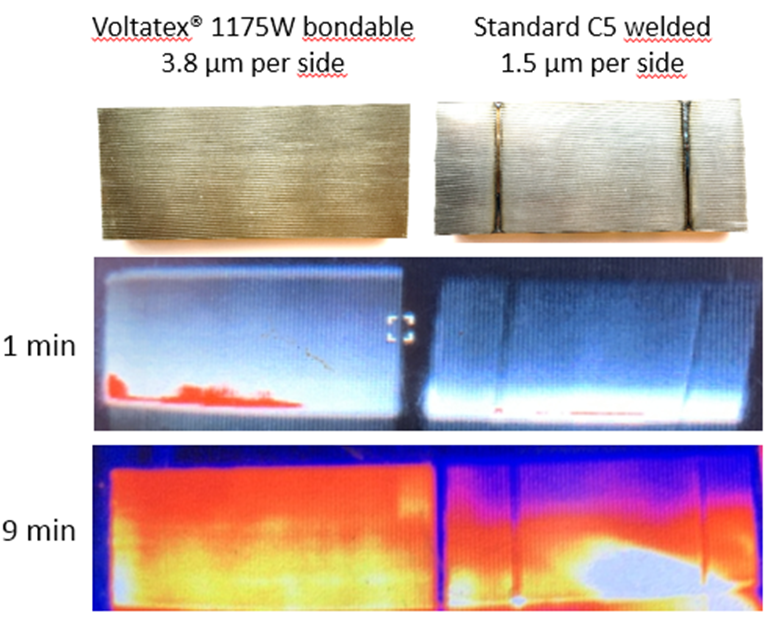
Figure 2 Comparison of heat flux through a lamination stack using bondable coating (left) and standard C5 coating (right)
It shows that the bonded core distributes heat significantly faster and more homogeneously through the lamination core, which is visible after one minute, and becomes clearly evident after nine minutes exposure on the hot plate.
Conclusion
Electrical steel coatings are applied in dry layer thicknesses between 0.5 and 4 µm per side and make up a low, single-digit percentage range of material in a lamination stator core. However, it is clear that these few micrometers have a strong impact on processing of the electrical steel and the final performance of the metal core stack, improving chemical and corrosion resistance, reducing eddy current losses – and even increasing heat dissipation for bondable coatings.
Dr. Christoph Lomoschitz Global Product Manager Energy Solutions Axalta Coating Systems





